Le billet d'aujourd'hui sera consacré au dispositif de soudage par résistance par points de batteries 18650 et autres. Dans le cours, nous assemblerons un tel appareil, analyserons les principes de base de son fonctionnement et examinerons en détail les endroits soudés au microscope. Les batteries vont être dures aujourd'hui. Il semblerait qu'une machine à souder se compose littéralement d'un transformateur et d'un contrôleur, qu'est-ce qui pourrait mal tourner ici ?!

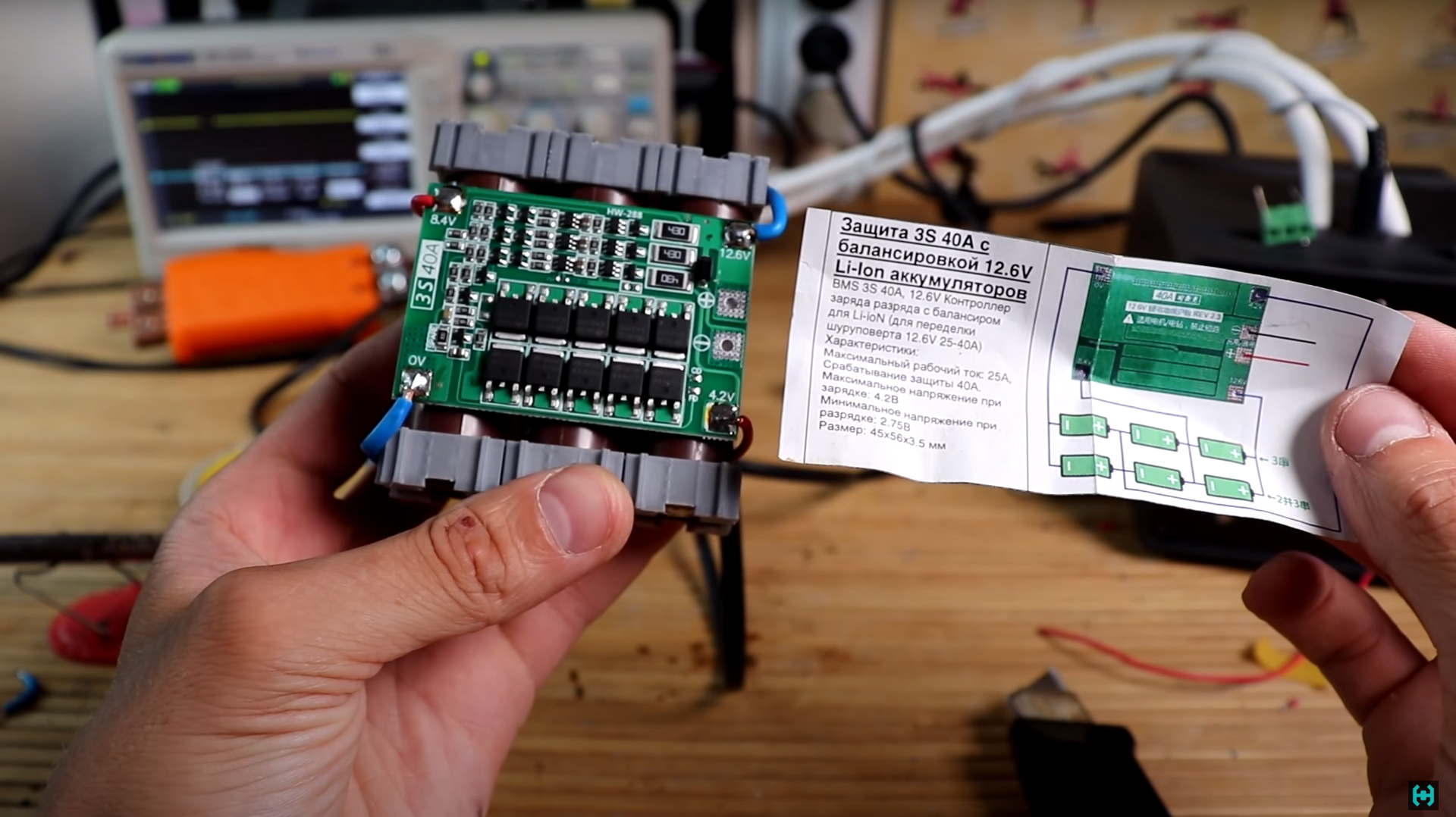
Imaginez qu'un beau matin votre tournevis soit mort. Le serrage des vis avec un tournevis n'est pas une affaire royale, vous devez donc résoudre le problème. Les accumulateurs de nickel étaient les coupables, qui sont allés prématurément au Valhalla pour boire du vin et se battre avec des épées. Ils ont été remplacés par des batteries lithium-ion compactes à haute intensité, dont les performances sont plusieurs fois supérieures à celles de leurs prédécesseurs.
Selon la technologie, de telles boîtes sont reliées par soudage par contact par points, qui soude le ruban conducteur au corps de la batterie. Il n'est pas recommandé d'utiliser un fer à souder ici en raison de la surchauffe possible des composants internes de la batterie, ce qui peut entraîner sa défaillance prématurée. Nous installons la carte dite BMS avec un équilibreur sur l'ensemble et assemblons le tournevis. Maintenant, il travaille comme neuf. Vitya
m'a poussé à l'idée de créer une machine à souder .Une personne qui répare littéralement tout. Pour reconditionner les batteries dans divers appareils, il utilise simplement un appareil de soudage par résistance par points. La connexion ici s'avère si forte que la bande se détache littéralement avec des abats. J'ai été impressionné par cet appareil et j'ai dû comprendre quoi et comment il fonctionnait.
En fait, tout s'est avéré assez simple ici.Le cœur de l'appareil est un transformateur micro-ondes avec un enroulement secondaire rembobiné et un contrôleur qui connecte l'enroulement primaire du MOT à la tension d'alimentation secteur pendant le temps nécessaire pour générer une impulsion de soudage. Nous avons également besoin d'une alimentation pour le contrôleur, une paire de cosses de câble en cuivre, un 1,5 m2. mm. et un boîtier qui abritera toute l'électronique. J'avais un MOT 700 W avec un enroulement secondaire coupé qui traînait pendant longtemps, juste il y avait une raison de le fixer quelque part.

Nous retirons les shunts magnétiques et nettoyons soigneusement les trous où le fil épais sera inséré. Nous portons une attention particulière aux bords, ils sont assez coupants et peuvent facilement endommager l'isolation du câble.
En ce qui concerne le câble lui-même, il vaut mieux ne pas économiser ici et emmener ce camarade ici.RCGM avec une section transversale de 25 pi2 mm. Fabriqué par la Russie "Rybinskkabel". Il s'agit d'un fil toronné délicat avec une isolation en caoutchouc silicium-organique de dureté accrue, dans une tresse en fibre de verre imprégnée d'émail ou de vernis résistant à la chaleur. Il est très fin et flexible. L'isolation des fils est absolument indifférente aux températures élevées, la flamme d'un briquet est à peine capable de provoquer au moins une combustion lente. La longueur du serpent résistant à la chaleur est de 2,2 mètres.
Lubrifiez les trous intérieurs du circuit magnétique avec de la vaseline.Nous effectuons la même procédure avec le câble. Malgré le fait que le câble soit assez fin par rapport à ses frères et sœurs moins chers, vous devriez essayer d'insérer 4 à 5 tours dans le transformateur. Mais voici la malchance. 700 W ILO permet d'accueillir seulement 3 tours. Aucun problème! Un système de leviers et de tournevis vient à la rescousse. En général, allumez l'ingéniosité et enroulez 4 tours dans un si petit transformateur.

Cosses de câble.Nice, cuivre, 25 carrés. Selon la technologie, ils doivent être sertis avec une presse hydraulique spéciale. Le soudage n'est pas envisagé ici en raison de l'éventuel échauffement du fil au cours d'autres expériences. Le sertissage du fil ici a lieu dans une matrice à 6 côtés, qui sertit uniformément le manchon en cuivre de tous les côtés, créant une connexion de haute qualité. Après le sertissage, de petites oreilles peuvent se former sur la pièce à main et doivent être retirées avec une lime. Du coup, on obtient de belles bornes serties aux extrémités du fil.
Maintenant, ils doivent être connectés aux barres de cuivre sur la poignée de soudage par résistance. Le boulon a ici un diamètre de 8 mm et une longueur de 20 mm. Assurez-vous d'installer la rondelle Grover, elle fournira un maintien fiable si l'unité de connexion se desserre pendant le fonctionnement.

La poignée la plus simple pour le soudage par résistance peut être commandée chez aliexpress. Mais j'ai aimé la version plus avancée créée par un artisan. Son nom est Gennady Zbuker . Il assemble lui-même des machines à souder, les complète avec des stylos qu'il conçoit et imprime sur une imprimante 3D. Cette conception s'appelle le porte-électrode de soudage par points "ZBU 5.1" avec un bouton et des ressorts. Des modèles 3D des premières versions de ces stylos peuvent être trouvés sur le site Web de Thingiverse , l'auteur s'est assuré que, si on le souhaitait, tout le monde pouvait fabriquer un porte-électrode similaire de ses propres mains . Cela mérite le respect! Vous pouvez également commander des consommables sur son site Internet (pas de publicité, mais une recommandation).
Quant à la poignée pour le soudage par résistance.C'est assez bien fait. Le boîtier est imprimé ici avec du plastique ABS. La particularité de la version "5.1" est qu'il y a deux ventilateurs à bord, qui sont capables de refroidir les jeux de barres en cuivre pendant un fonctionnement continu. Ils sont alimentés en 5 volts via le connecteur micro USB. Courant de consommation pas plus de 300 mA.
De la pratique je dirai que je n'ai pas réussi à chauffer le stylo pendant toutes les expériences.Les électrodes ici sont à ressort et ont un bouton "fin de course", qui à une certaine force de serrage est déclenché et donne une commande pour le soudage. Cette compression assure un bon contact électrique avec les surfaces soudées, garantit la répétabilité de la qualité du point de soudure, élimine la formation d'étincelles et la combustion de la batterie. Précisément à cause de l'échauffement et de la compression simultanée des pièces, cette méthode de soudage a été appelée "forgeage électrique". Si vous le souhaitez, la conception des électrodes sur la poignée peut être modifiée pour le soudage double face.

Les électrodes sont en bronze chromé résistant à la chaleur BrKhTsr.Étant donné que les électrodes s'usent rapidement pendant le soudage, des exigences leur sont imposées en termes de résistance à la rétention de forme lorsqu'elles sont chauffées à 600 degrés et de forces de compression des chocs jusqu'à 5 kg par millimètre carré. En cours de travail, ces électrodes ne collent pas particulièrement et ne brûlent pas. L'impulsion de courant pour les batteries de soudage doit être très courte, sinon il y a un risque de brûler un trou dans le boîtier, ce qui entraînera sa défaillance.
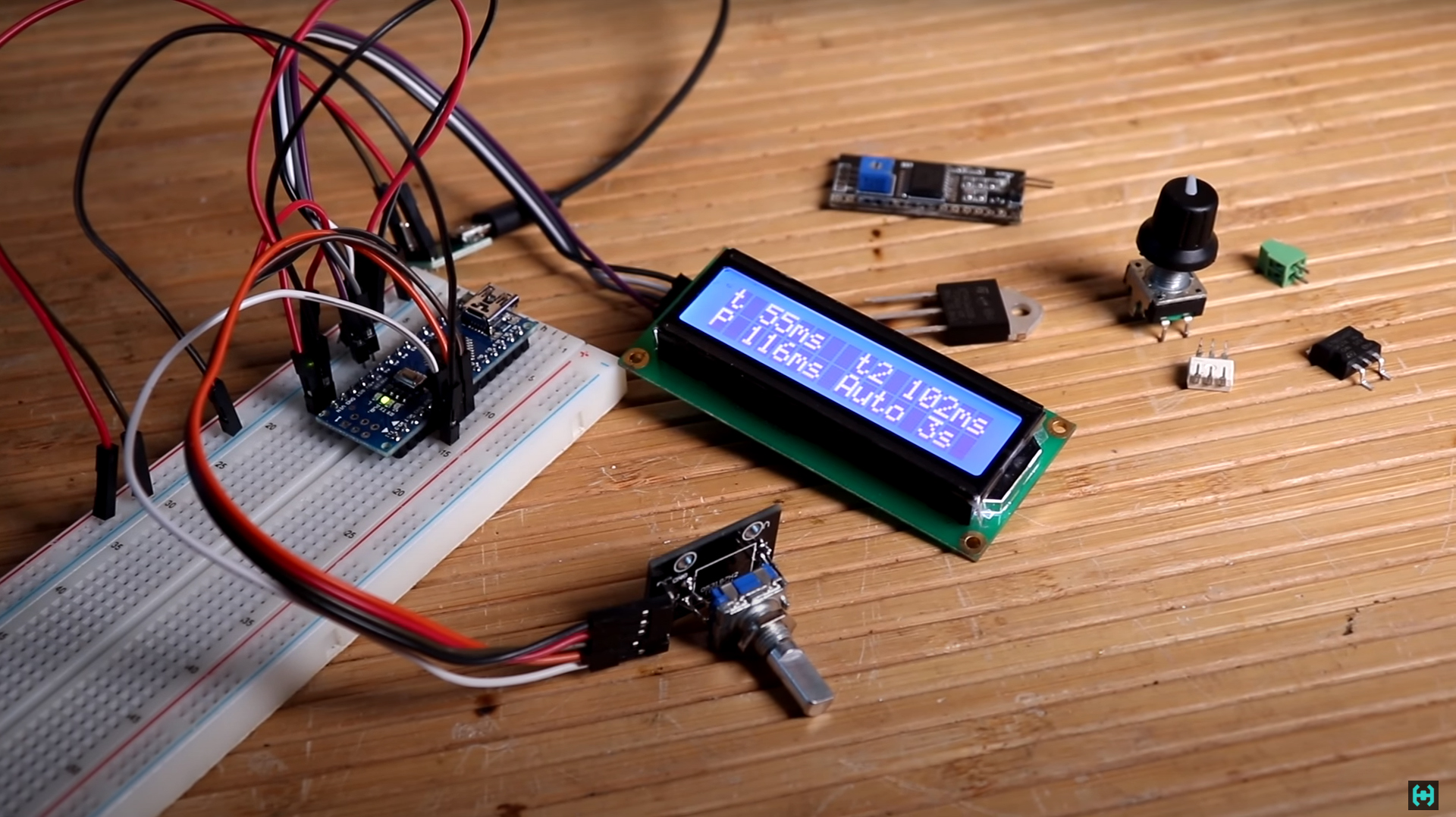
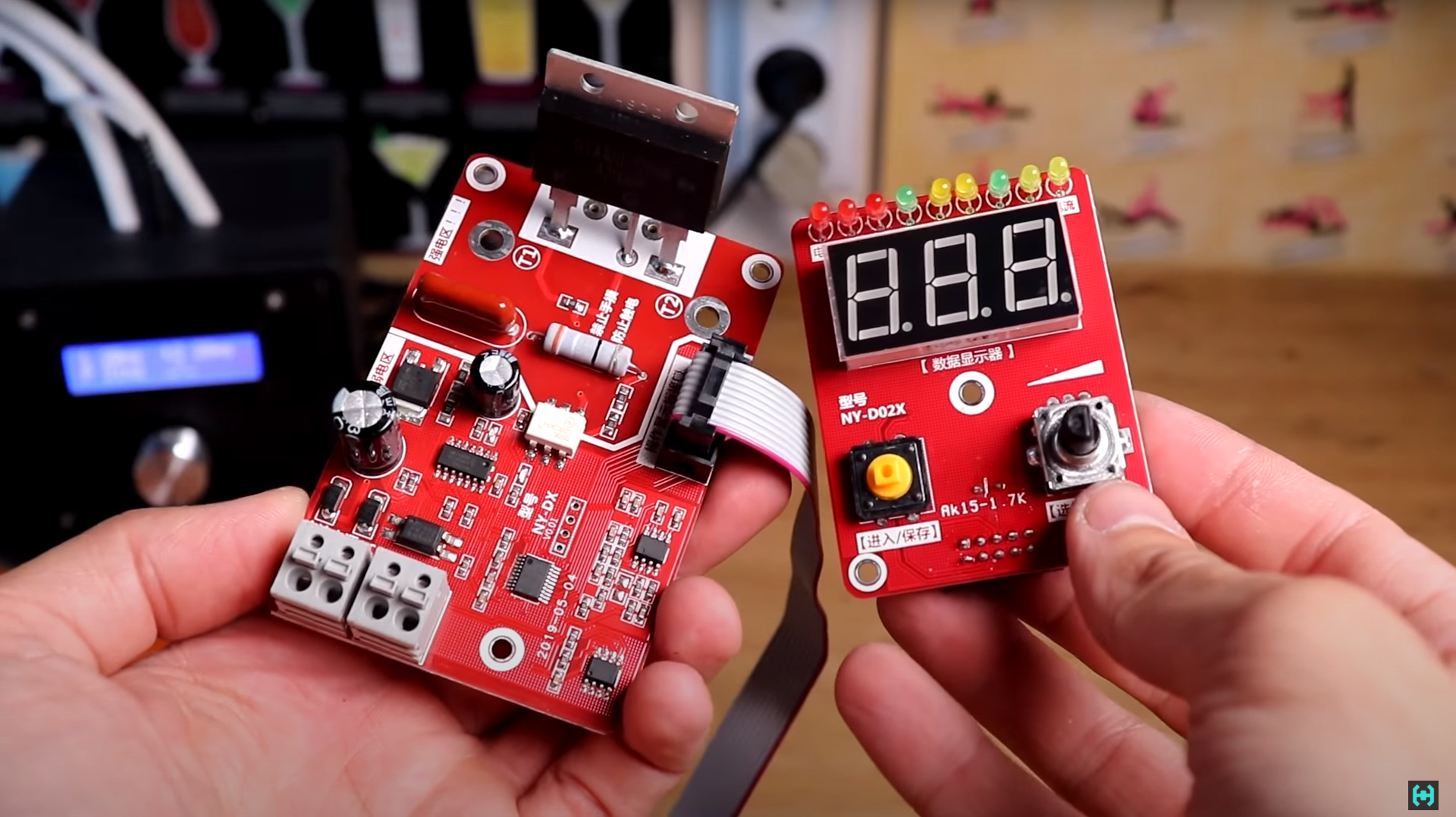
La tâche de contrôler la largeur d'impulsion incombe à un contrôleur assez simple, qui a été prélevé sur un site . L'appareil est assemblé sur la base d'Arduino NANO, en utilisant un écran à cristaux liquides pour afficher des informations utiles. Le contrôle du menu est effectué à l'aide d'un encodeur. Élémentaire et simplement j'ai pensé, et j'ai commencé à assembler l'appareil à partir des modules disponibles sur la ferme.
La fonctionnalité du contrôleur est assez simple. Il émet deux impulsions consécutives avec une pause entre les deux. La première impulsion est appelée "additive" et la seconde "principale". Il soude le métal les uns aux autres. Toutes les variables de temps d'impulsion sont réglables par le codeur, y compris la pause entre elles. Le transformateur de puissance est commandé par un triac 40 A assez puissant, installé à l'entrée de l'enroulement primaire. Marquage BTA41-600.
Pour faciliter l'utilisation du contrôleur, tous ses modules peuvent être placés sur une seule carte.Cela vous permettra de ne pas vous confondre dans le tas de fils provenant de l'arduin. Nous empoisonnons le tableau et voyons comment tout fonctionne. Le voyant clignote, puis le circuit est correctement assemblé. Aujourd'hui, le type de planches artisanales disparaît progressivement, car il est plus rentable de commander leur production en Chine . Le prix dépend vraiment de la taille à bien des égards, mais c'est une autre question.
Nous plaçons les modules de commande pour le soudage par résistance en fonction de leurs emplacements spécifiés.Vous avez probablement déjà remarqué que les contacts sur la carte sont plaqués or. C'était intéressant de voir comment ils se montreraient pendant le processus de soudure. La particularité des contacts plaqués or est qu'ils ne sont pas sensibles à divers types d'oxydation sur la surface métallique, ce qui permet aux cartes d'être stockées assez longtemps. Cela est vrai pour les grandes industries. La soudure se répand également sur des contacts tels que du beurre dans une poêle.
Après avoir assemblé l'appareil, vous devez télécharger un croquis sur la carte arduina. Nous le faisons via le programme FL Prog en quelques clics. Le programme est versé dans le cerveau en quelques secondes et tous les paramètres nécessaires pour poursuivre le soudage sont affichés à l'écran.

Faisons maintenant un joli panneau de contrôle.Pour ce faire, vous devez marquer toutes les fenêtres nécessaires et les futurs trous sur le panneau en plastique. Nous découpons soigneusement les fenêtres avec une perceuse et forons les trous avec le tournevis que nous avons réparé au début.
Nous plaçons à l'intérieur du boîtier du BIT, une alimentation à découpage 12 volts et poussons le câble d'alimentation à l'intérieur. Sa longueur est d'un mètre et demi. Nous distribuons tous les fils nécessaires à nos connecteurs, et en principe tout. Avec l'électronique triée.

À la suite de toutes les manipulations, nous avons obtenu un contrôleur assez sympa pour le soudage par points.Les fils d'alimentation sortent par les trous du couvercle supérieur du boîtier. Il y a aussi un connecteur pour connecter le bouton "fin de course". Tout est esthétique et simple. Il me semble que cela me semblait. Tous les abonnés à la chaîne savent que rien ne se passe. Quelque chose doit mal tourner. Et c'est l'un de ces cas! Il est temps de tester l'appareil en action.

Pour le soudage, nous prenons une vieille batterie et une bande de nickel de 0,15 mm d'épaisseur. Réglez le temps de soudage à 20 ms pour chaque impulsion. Cela correspond à une période de tension alternative du réseau. S'il y a 50 Hz, alors c'est un cinquantième. À la suite de tests, il s'est avéré que dans les délais les plus courts, la bande n'est pas seulement cuite, mais brûlée. Maintenant, ce n'est pas une batterie, mais une ventilation continue ...
Sur d'autres bidons, le soudage se faisait un peu différemment, le perçage était moindre, mais le ruban entre les électrodes était chauffé au rouge. C'était assez curieux. De plus, sur certaines batteries, le ruban était soudé de sorte qu'il ne pouvait pratiquement pas être déchiré, tandis que sur d'autres, avec le même temps de soudage, il n'y avait aucun effet. Le ruban a littéralement décollé du boîtier, ne laissant que deux bosses sur le métal. Un oscilloscope numérique a aidé à comprendre le problème, qui est capable d'enregistrer un signal pour son étude ultérieure.

La raison de la combustion des batteries était la durée de fonctionnement du transformateur de puissance, qui ne correspond pas aux valeurs établies.Le problème ici est clairement le logiciel, puisque le croquis du développeur a été téléchargé à plusieurs reprises sur un autre arduinka, mais cela n'a donné aucun résultat. Maintenant, selon nos paramètres définis, le signal sur l'optocoupleur doit être de 10 et 60 ms. Mais en fait, ce temps est plusieurs fois plus long, 80 et 125 ms. Naturellement, ce temps est suffisant pour surchauffer la plaque de nickel entre les électrodes et brûler le fond de certaines batteries.
S'il y a des programmeurs parmi vous, j'ai une demande, regardez le code et corrigez l'erreur. C'est un bon projet en termes de simplicité et de répétition, mais il s'est retrouvé avec un cochon dans un coup. Nous avons essayé de comprendre la jungle de ce code, mais le maximum de connaissances que nous avions était de rendre une image lors du chargement du programme. En général, je suis distant sur ces questions, mais d'accord!
Vous devez sortir de la situation.

Il existe des contrôleurs de soudage par points prêts à l'emploi en Chine, commandez et attendez. C'est l'une des versions de carte les plus avancées. Modèle NY-DO2X . Outre le fait qu'il donne une double impulsion avec une pause, il est également possible de régler la puissance. Un triac est installé ici BTA100 conçu pour un courant de 100 ampères. La tension de fonctionnement est de 1200 V.
Nous marquons et découpons les trous pour le nouveau panneau de commande.À ce stade, nous ne sommes pas pressés pour ne pas couper quelque chose de tordu. On voit plusieurs connecteurs sur la carte. Le premier à gauche est alimenté par une tension alternative de 9 volts. Le second est connecté à un bouton du porte-électrode ou à une pédale externe. La deuxième option est bonne si vous avez un bouton sans bouton ou si vous aimez simplement pédaler. Le transformateur pour alimenter la carte peut être sélectionné à partir d'une ancienne alimentation électrique d'un téléphone domestique. Un courant de 300 mA suffit pour votre tête.
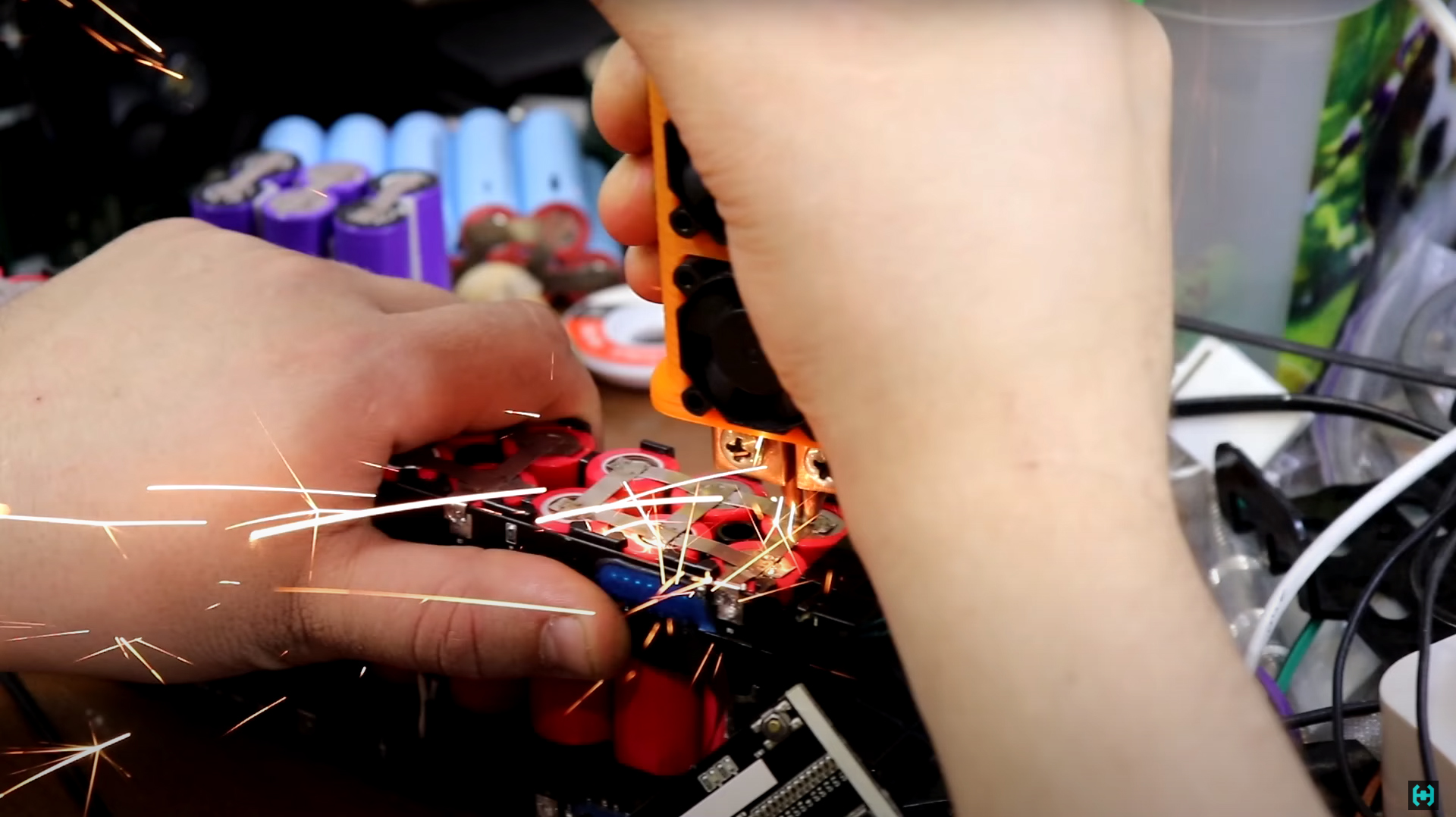
En général, nous essayons de faire cuire le ruban sur la batterie.On appuie sur la poignée, il y a une impulsion et ce qu'on a ici. La cuisson ne s'est pas déroulée correctement et le ruban est collé aux électrodes. On a l'impression qu'un transformateur de 700 W n'a pas assez de puissance pour souder une bande à de courtes expositions. Pas de question, je m'habille et je vais sur le marché de la radio pour des OIT micro-ondes plus puissants.
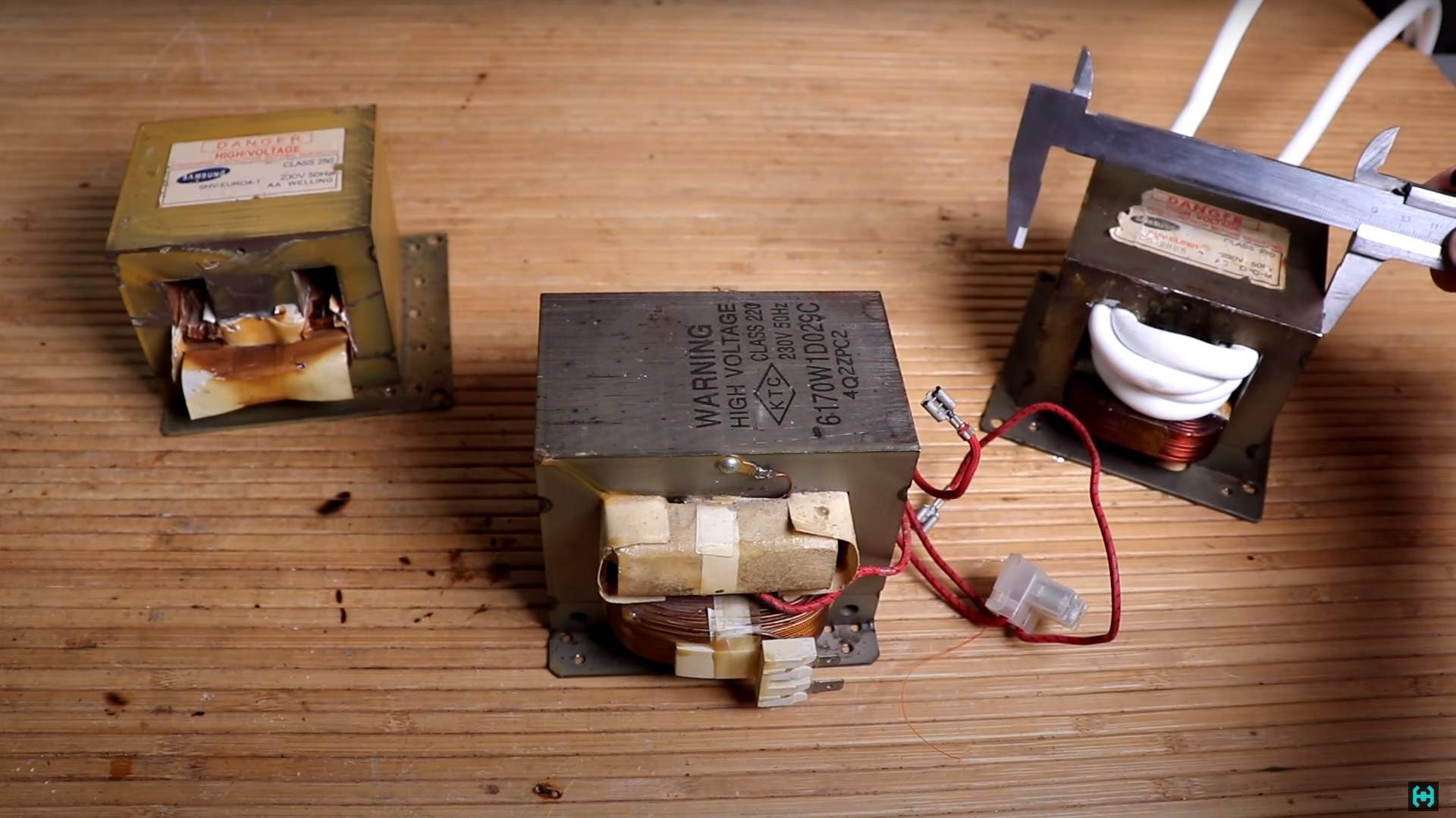
De gauche à droite transformateurs: 700W, 800W et 900W. Plus le noyau magnétique est gros, plus il y a de puissance. Ici, vous pouvez voir à quel point la version 900 W est plus grande que son prédécesseur. Dimensions: longueur 106 mm, hauteur 89 mm, largeur 66 mm.
Des soudeurs plus avancés peuvent être fabriqués sur des sofMOT à partir de micro-ondes domestiques, mais premièrement, ils ont besoin d'un corps énorme, deuxièmement, c'est du poids, et troisièmement, tout le monde ne peut pas gérer un artefact aussi rare. Ne mettons pas Dieu en colère et mettons le transformateur apporté du marché de la radio sous le couteau. Il est plus pratique de couper l'enroulement secondaire avec une scie à métaux pour le métal. Le cuivre est assez mou, donc il coupe assez rapidement.
Nous éliminons le fil du noyau avec une tige de fer.Au total, cette opération prend 20 minutes. Nous ne jetons pas les tresses de cuivre, mais les louons pour la ferraille et achetons de la bière. Assurez-vous de retirer les shunts magnétiques installés pour le fonctionnement doux du magnétron et de nettoyer les bords des trous dans le circuit magnétique comme indiqué précédemment. Un si grand transformateur peut facilement s'adapter à 4 tours. Si vous le souhaitez, vous pouvez également accueillir le 5ème, mais je n'ai pas traduit Vaseline) Toujours avec un triac puissant, nous soudons l'enroulement primaire du BIT nouvellement rembobiné. On ne regrette pas la soudure et on fait tout comme pour soi.
Le schéma de connexion est simplement élémentaire.Même un enfant peut le gérer. Il est temps d'essayer cette «seconde» machine à souder assemblée en un seul film. Dans l'un des prochains numéros, il y aura un triple fiasco versé sur le dessus d'une épaisse couche de chocolat, où j'ai volé 600 dollars supplémentaires, en utilisant la caméra infrarouge de quelqu'un d'autre. En général, la chaîne est un plaisir coûteux. Absorber l'expérience des autres et les erreurs des autres. Contrairement à moi, vous n'avez pas à les payer. Tout est gratuit.

Un guide rapide sur l'utilisation d'un contrôleur chinois. Appuyez sur le bouton rouge et maintenez-le enfoncé pendant environ 4 secondes. L'appareil entrera en mode d'étalonnage de la tension secteur. Il doit être réglé en fonction des lectures réelles du multimètre inséré dans la prise. La raison pour laquelle cette fonction est nécessaire n'est pas claire, mais les nombres définis changeront proportionnellement à la tension du réseau.
Que signifient les ampoules au-dessus des chiffres?La première LED indique la présence de courant. La deuxième LED est allumée lorsque le bouton de la poignée est enfoncé. Le troisième ne s'allume que lorsqu'il y a une impulsion. En général, les trois premières LED rouges sont purement informatives. Le quatrième feu vert est le compteur de temps de fonctionnement, il résume chaque appui sur la pédale ou «fin de course» à l'intérieur du tas de soudage. Le compteur est remis à zéro en appuyant deux fois sur le bouton rouge. Vient ensuite une LED orange. Le premier règle la durée de la "première impulsion". Il est sélectionné par périodes. Définissons celui qui sera égal à 20 ms. La deuxième LED règle la puissance d'impulsion. Disons 35 pour cent. Minimum 30 maximum 99,9%. La LED verte entre les orange définit la pause entre les impulsions. Aussi par périodes. Mettons 2. Les deux dernières LED oranges déterminent également la durée et la puissance, mais déjà la "seconde impulsion".Mettons 2 périodes et tournons le courant de 100%. En fait, c'est tout, maintenant vous pouvez insérer du ruban adhésif et voir comment se déroule le soudage, étudier les points, sélectionner les modes sur le contrôleur, etc.

Brèves caractéristiques du dispositif résultant pour le soudage par points. Le poids de l'appareil fini était de 5,7 kg. La tension alternative sur l'enroulement secondaire du MOT était de 3,8 volts. Le courant maximal enregistré pendant le soudage a montré 450 ampères. Il y a un effet intéressant associé à cela pendant le fonctionnement de l'appareil. Le champ magnétique au niveau des fils sort si grand qu'ils sont dispersés à 20 centimètres l'un de l'autre. Le noyau magnétique attire assez fortement tout métal à proximité, donc je ne recommande pas d'utiliser un boîtier en fer pour l'appareil, cela produira des sons désagréables pendant le soudage.
Si l'enroulement secondaire est court-circuité, même 700 W du BIT sont capables de charger le réseau jusqu'à des valeurs supérieures à 4 kW. Combien plus je ne sais pas, puisque le wattmètre entre en défense quand une telle charge est atteinte. Dans le même temps, le courant de l'enroulement secondaire passe hors de l'échelle pour 600 A, au-dessus de la limite de mesure du multimètre. A l'entrée de l'enroulement primaire, le courant maximum est fixé à 21 ampères, tandis que la tension dans le réseau baisse de 230 à 217 volts.
Avec un fonctionnement continu, le noyau de l'OIT se réchauffera, en 4 minutes sa température atteindra environ 52 degrés. Et cela tourne au ralenti sans charge. En pratique, à mesure que la température augmente, le transformateur commence à cuire plus fort, cela peut conduire à l'épuisement de la batterie. Dans ce cas, il est juste de faire sauter le transformateur avec des ventilateurs.

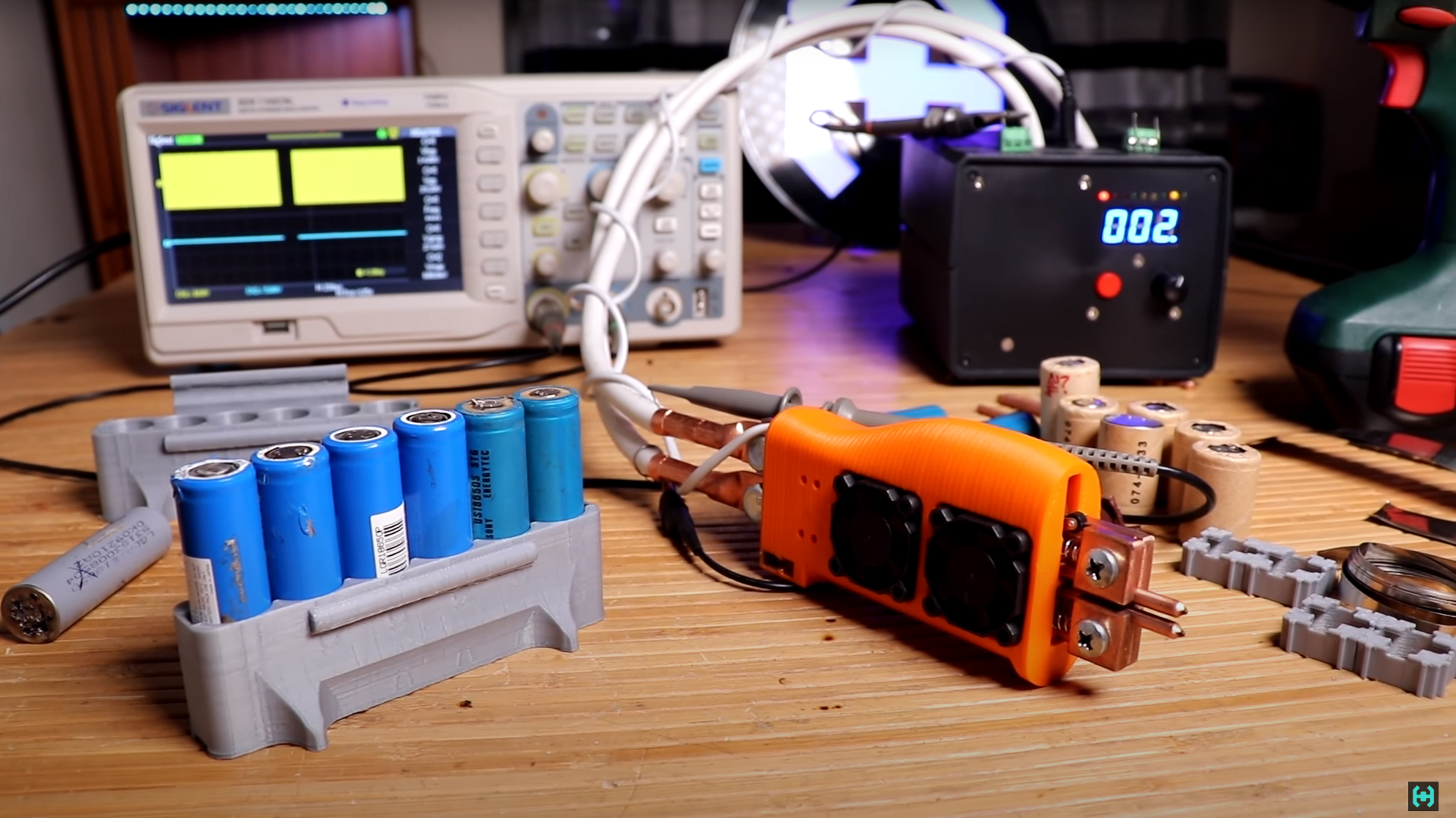
Nous nous tournons exclusivement vers le soudage.Voyons d'abord à quoi le signal doit ressembler sur l'oscilloscope. Réglages: la première impulsion est une période de 30 pour cent, 2 périodes sont au repos, la deuxième impulsion est de deux périodes, la puissance de la bobine entière. Nous faisons un point de soudure et enregistrons le signal. On voit à quoi ressemble une période de coupure avec une puissance de 30%. Après cela vient le métal pendant deux périodes de repos, puis il y a une impulsion puissante d'une durée de deux périodes et d'une puissance de cent pour cent.
Le contrôleur, en surveillant la transition de phase par zéro, ouvre le triac à 100% presque à une élévation de tension nulle. On peut voir que la tension et le courant vont avec un léger retard l'un par rapport à l'autre. À 50 pour cent, le contrôleur n'ouvre le triac que des demi-cycles de la tension secteur. Cette méthode est similaire à la modulation de largeur d'impulsion. Ce mode est utilisé dans les gradateurs - gradateurs. La luminosité d'une lampe à incandescence dépendra directement de la zone de la sinusoïde coupée. Dans notre cas, cela est nécessaire pour toutes sortes de soudures délicates.

Maintenant, notre tâche est assez simple.Vous devez souder le ruban de soudage par points à la batterie. Mais ici, quelques questions se posent. Quelle bande allons-nous cuire et sur quelle batterie? Vous vous souvenez du moment où notre soudeur avec un transformateur de 700 W a refusé de souder le ruban de nickel? La situation est identique avec le nouveau 900 W OIT.
Au début, pendant longtemps, je ne pouvais pas comprendre quelle était la raison, mais il y avait deux points importants. La batterie à courant fort, contrairement à la batterie habituelle, a une paroi légèrement plus épaisse. Peut-être que le métal du boîtier est différent. Notre bande de nickel est également assez délicate. Dans la somme de tous ces facteurs, même un soudage puissant ne peut pas donner le résultat souhaité.
La solution au problème est de changer la bande de nickel en acier.Il semble également être nickelé sur le dessus, mais dans ce qui suit, nous l'appellerons simplement acier. Soudage sur les mêmes installations que précédemment, soudé le ruban d'acier avec un bang. Le déchirer avec des pinces coupantes ne fonctionne pas sans destruction. L'appareil assemblé satisfait pleinement les tâches assignées.

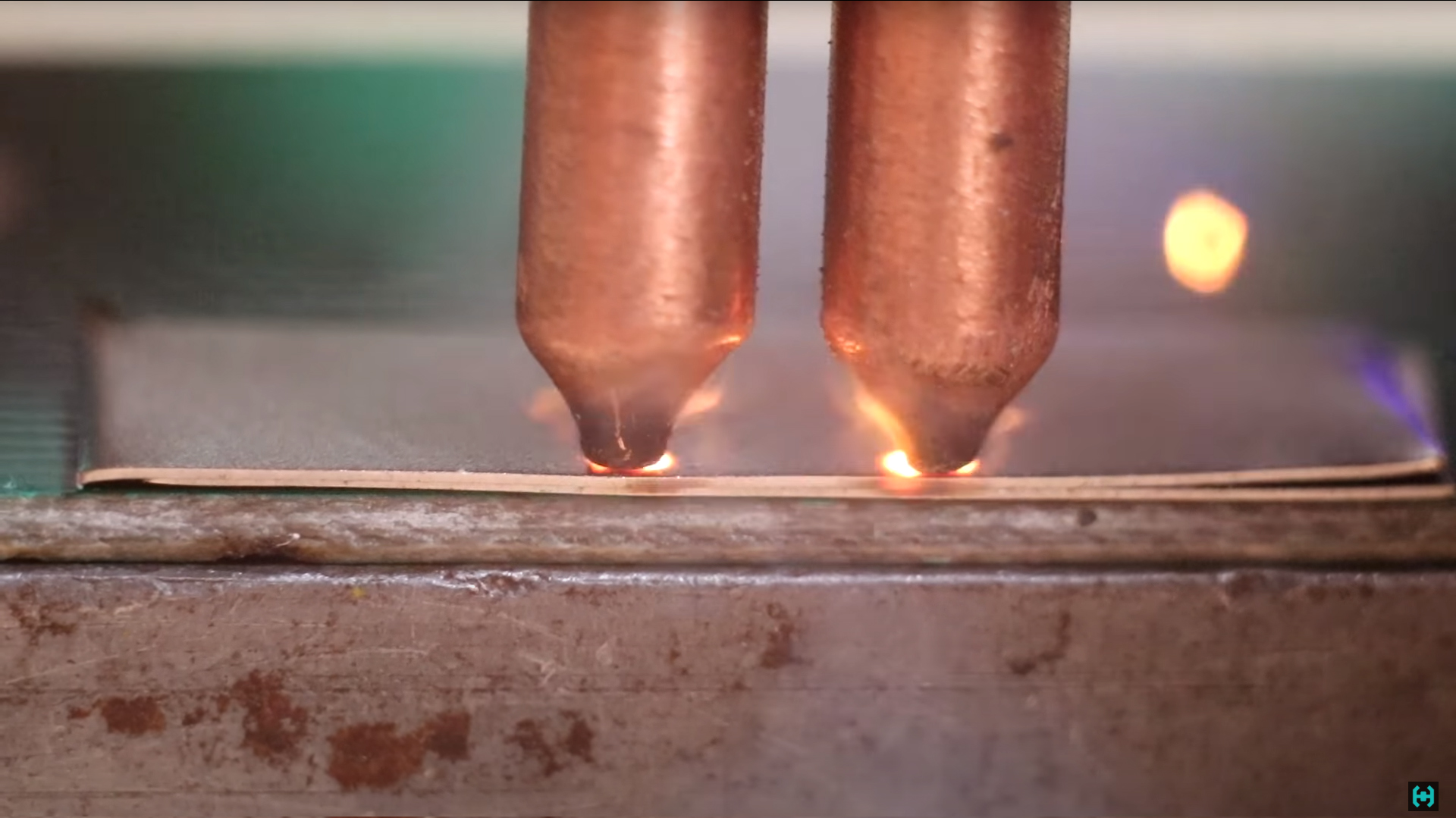
Examinons maintenant les exigences de base pour le soudage par points. La durée et la puissance des impulsions doivent être choisies de manière à ce que les endroits soudés aient le moins de surchauffe possible. Il apparaît dans des couleurs ternissantes autour des points de soudure. Ce n'est pas très bon, car dans ces endroits, le métal brûle partiellement, ce qui peut conduire à un affaiblissement des caractéristiques de résistance du joint. Le soudage idéal ressemble à ceci. Il n'y a pas de surchauffe, les points sont blancs, le ruban se détache du corps de la batterie avec des morceaux. C'est le résultat que nous devons atteindre.
Roches sous-marines. Il y en a beaucoup, tout d'abord vous devez comprendre la physique de la circulation du courant dans un métal. Le métal à l'endroit de contact avec les électrodes représente la plus grande résistance au courant et donc l'endroit sera très chaud. Notre tâche est de chauffer le métal à un point tel qu'un soi-disant noyau de soudage est créé. Le chauffage dans ce processus ne doit pas se produire sous les électrodes elles-mêmes, mais entre les feuilles de métal. Dans ce cas, les noyaux soudés doivent être réalisés le plus rapidement possible, avec une impulsion très puissante et courte. Si vous chauffez lentement le poste de soudage, la chaleur se dispersera à travers la batterie dans toutes les directions, sans atteindre le résultat souhaité.

Les électrodes sont généralement un monde à part.Imaginez que vous ayez fait cuire un assemblage de 18650 batteries pendant longtemps et que vous ayez décidé à un moment donné de les affûter. Les extrémités sont ressorties nettes, belles. Mais aux tout premiers points de soudure, nous aurons une batterie fanée, car les électrodes sont susceptibles de s'enfoncer dans le corps de la boîte. Certaines de ces batteries valent une fortune et il est inacceptable d'en endommager une.
Que se passe-t-il vraiment? Le fait est que plus l'électrode est nette, plus sa surface de contact avec le métal est petite, par conséquent, au même courant, l'endroit chauffera plus rapidement. Le noyau soudé se forme si rapidement qu'il fait fondre tout le métal sous l'électrode.
Autre point très important, lors du soudage, les électrodes doivent être maintenues strictement perpendiculaires à la batterie.Ils ne doivent pas entrer sous un angle. Un petit biseau peut se former sur le contact, ce qui, tôt ou tard, entraînera une brûlure due à la circulation inégale du courant à travers les électrodes. Dans le même exemple, il devient clair pourquoi la première impulsion additive est nécessaire à faible puissance.
Qu'est-ce que la distance entre les électrodes affecte? En théorie, plus ils sont éloignés, mieux c'est. Moins de pertes seront sur le blanc de shunt supérieur. Mais comme la pratique l'a montré, ici vous pouvez jouer avec les réglages, et quelle que soit la distance, vous pouvez obtenir une bonne qualité de points soudés. Ici, la largeur de la bande avec laquelle vous travaillez joue un grand rôle.
En général, le réglage de la durée d'impulsion et de la puissance est essentiel.J'ai pu souder 0,2 mm. une bande avec des caractéristiques de résistance telles qu'elle s'est détachée avec des fragments du boîtier de la batterie. Toutes les piles du film étaient déchargées.
Recommandations lors du choix des paramètres de soudage. Dans ce cas, de nombreux facteurs affectent le résultat final. Par exemple: vous avez trouvé un mode qui fonctionne bien avec la même bande et les mêmes piles. Mais, si vous changez une chose, les paramètres devront peut-être également être modifiés. Maintenant, imaginez que vous avez un tas de piles hétéroclites, comment allez-vous cuisiner? La puissance et le temps de soudage doivent être réglés de bas en haut. On a mis un point, la bande s'est détachée, c'est bon, on augmente la puissance et on regarde. Maintenant, la bande se détache avec des abats. Exactement ce qu'il faut. Eh bien, tu comprends tout?

Je pense qu'il vaut la peine de lister à nouveau tous les facteurs qui peuvent affecter le résultat final du soudage par points.
Câblage électrique dans l'appartement. Une rallonge de section transversale de 2,5 carrés a été fabriquée spécialement pour le film. Malgré cela, le faible MOT 700 W a réussi à dilapider le réseau sous charge.
Les principales caractéristiques de soudage dépendent de la puissance du transformateur, de la section du fil d'alimentation, de sa longueur, du nombre de spires, de la qualité des nœuds de connexion avec le manuel de contact.
Un rôle important est joué par le matériau des électrodes, la distance entre elles, la force d'affûtage et de serrage. Un lot est déterminé par le matériau du ruban pour le soudage par résistance, son épaisseur, sa largeur et sa forme. Type de batterie et épaisseur de paroi. Même la température de l'OIT mérite d'être prise en considération.
Sur la base de tout ce qui précède, dans chaque cas individuel, les réglages pour les première et deuxième impulsions sur le contrôleur sont sélectionnés pour obtenir les meilleurs noyaux soudés avec les couleurs de ternissement les plus faibles.
L'appareil assemblé pour le soudage par résistance s'est avéré assez compact et polyvalent. Il n'allait souder que des batteries pour un tournevis et un fer à souder de Chine, qui a besoin d'une alimentation 24 volts. Il manque souvent un outil portable lors des réparations. Constructeur de cellulesnous avons imprimé pour 18650 batteries sur une imprimante 3D, elles simplifient la tâche de former des assemblages avec différentes tensions et capacités, vous permettant d'ajouter des éléments dans n'importe quelle séquence. Les assemblages sont interconnectés avec des rainures spéciales. Maintenant, reconditionner vous-même votre ancien scooter ne sera pas difficile.
Pour référence. Le tournage de cet épisode a pris un peu plus de 2 mois. Quand j'ai commencé à étudier ce sujet, je ne pouvais même pas penser qu'il y aurait autant de nuances. En termes de coût, le budget du film a dépassé les limites attendues, puisque près de 2 postes à souder ont dû acheter des pièces détachées. Au total, 3 mètres de bande de nickel ont été épuisés et 2 bonnes batteries ont été endommagées. Deux douzaines de mauvais ont été épuisés.
Eh bien, tout, la vidéo a été doublée, maintenant vous pouvez aller boire et vous préparer pour la prochaine sortie.
Comme l'a dit Maître Yoda: Vous
écouter - tout est si difficile. Entendez-vous ce que j'ai dit?
- Tu dois sentir la puissance, elle est entre toi, moi et la pierre, partout ...
- Oui ... non
Vidéo complète du projet sur YouTube
Archive avec des choses utiles
Notre Instagram