Vous êtes-vous déjà demandé comment fonctionnent certains objets qui nous entourent au quotidien. Comment le réfrigérateur refroidit les aliments, comment le micro-ondes les redonne à leur ancienne chaleur, comment fonctionne le Wi-Fi, pourquoi les fenêtres ne laissent pas la pluie tomber, etc. Pour certains, de telles questions peuvent paraître un peu enfantines, naïves et même un peu inutiles. Cela fonctionne et c'est tout, mais comment ça n'a plus d'importance. Néanmoins, des scientifiques du MIT (Massachusetts Institute of Technology, États-Unis) ont décidé de répondre à l'une de ces questions, à savoir pourquoi les rasoirs en acier sont-ils émoussés après le rasage? Quels processus mécaniques se produisent lors du rasage, comment les cheveux humains, étant 50 fois plus doux que l'acier, les endommagent et quelle est l'application pratique de cette recherche? Nous trouverons des réponses à ces questions inhabituelles dans le rapport des scientifiques. Aller.
Base de recherche
Au fil des années d'évolution et de développement de la composante sociale de notre espèce, nous avons réussi à créer une grande variété d'objets pointus à partir d'une variété de matériaux. Malheureusement, la plupart d'entre eux ont pour but d'infliger des dégâts à l'ennemi: épées, poignards, pointes de flèches, etc. Mais il y a aussi pas mal de "sorcières" pacifistes: rasoirs, ciseaux, couteaux, faucilles, faux, etc.
Au fil des siècles, les gens ont créé de nouveaux alliages et techniques visant à augmenter le degré et à prolonger la longévité de la netteté des objets décrits ci-dessus. Le processus même de couper quelque chose est présent dans de nombreuses industries: médecine, électroménager, industrie alimentaire, etc. Chacun des boîtiers a ses propres caractéristiques, mais le principe et les exigences pour les lames restent les mêmes: tranchant et dureté (durabilité).
Par exemple, un matériau métallique typique utilisé pour les lames de rasoir est une plaque en acier inoxydable martensitique à haute teneur en carbure * aiguisée à une géométrie de coin de 17 ° avec un rayon de 40 nm pour obtenir la netteté souhaitée ( 1A ).
La martensite * est le principal composant structurel de l'acier trempé, qui est une solution solide sursaturée ordonnée de carbone dans du fer α avec la même concentration que l'austénite initiale (modification à haute température centrée sur la face du fer et de ses alliages). La martensite est une microstructure de type aciculaire (lamellaire) et latte (paquet).

Image # 1
Au-dessus de ce matériau est souvent utilisé encore plus dur - du carbone semblable au diamant, et au-dessus de ce dernier une couche de polytétrafluoroéthylène est appliquée pour réduire le frottement.
Malgré une structure aussi complexe, les rasoirs restent ternes au fil du temps, en contact avec un matériau 50 fois plus doux - les cheveux (échelle de dureté de 1A ). Les rasoirs ne sont pas uniques dans ce problème, car d'autres applications pour des lames d'une nature ou d'une autre ont également vu leur tranchant diminuer avec le temps. Par exemple, un couteau de cuisine devient terne même lorsqu'il est utilisé exclusivement pour trancher du fromage ou des pommes de terre.
Cependant, il y a une grande différence entre les couteaux de cuisine et les rasoirs. Oui, la brusquerie se produit ici et là, mais chez les rasoirs, le mécanisme d'émoussement lui-même est beaucoup plus compliqué.
Premièrement, les deux matériaux en interaction ont des microstructures hiérarchiques avec des caractéristiques mécaniques anisotropes et dépendantes de la taille. Les aciers martensitiques à lattes ont une hiérarchie d'austénite primaire, de paquets, de blocs, de sous-blocs et de frontières de lattes, ainsi qu'une densité élevée de dislocations réparties de manière non homogène. Le carbone intermédiaire est piégé dans la solution solide pendant la trempe, mais le revenu ou le revenu automatique * peut faire que le carbone recouvre des dislocations ou précipite sous forme de carbures
Revenu * - processus de traitement thermique d'un alliage ou d'un métal durci en martensite, dont les principaux éléments sont la décomposition de la martensite, la polygonisation et la recristallisation.Toutes ces caractéristiques structurelles confèrent à la martensite une dureté élevée, mais une réponse micromécanique non uniforme.

Cheveux dans une section.
De même, le cheveu humain est un composite hautement anisotrope de section non circulaire et d'un diamètre moyen de 80 à 200 microns. La couche externe des cheveux est une cuticule dure (~ 170 MPa), qui forme une gaine de cellules disposées comme des tuiles. La couche intermédiaire (cortex) est trois fois plus douce et consiste en une hiérarchie de fibrilles étendues le long de la direction des cheveux. Au centre même des cheveux se trouve une médula - une couche intérieure creuse qui a une contribution mécanique assez faible à la capacité de coupe d'un rasoir. Les cheveux étant hygroscopiques, en présence d'humidité, leur structure cellulaire change pour accueillir les molécules d'eau, réduisant à la fois le module d'élasticité et la limite d'élasticité.
La lame et les cheveux sont anisotropes et présentent des propriétés mécaniques différentes selon la taille. Cela produit une réponse mécanique qui dépend de l'état de contrainte et du volume qui contribue à la déformation.
Un autre facteur important est le fait que les conditions limites pour la déformation articulaire des cheveux et de la lame de rasoir peuvent littéralement changer au cours d'une opération de rasage ( 1B ).
Comme l'expliquent les scientifiques, lors du rasage, chaque poil individuel peut être représenté comme un cantilever flexible, quasi-fixé à une extrémité vers la peau et complètement libre à l'autre. Dans cette configuration, les cheveux peuvent se plier librement lorsque la lame s'approche et pénètre lors de la coupe, affectant le mode de déformation.
Le cheveu subit principalement la mécanique de rupture d'un solide de type I (ouverture - contrainte de traction par rapport au plan de la fissure). Selon que le poil se plie ou non, une contrainte est appliquée soit sur les deux surfaces de la fissure (échancrure droite, g = 0 °), soit seulement sur l'une des deux surfaces. Ceci conduit à l'apparition d'une destruction pure de type II dans le premier cas, ou à une destruction mixte de type II et III dans le second cas.
La mécanique de la rupture des solides est divisée en trois types principaux selon la méthode d'application de la force qui favorise la propagation des fissures:
- Type I (ouverture) - contrainte de traction par rapport au plan de fissure;
- Type II (glissement) - contrainte de cisaillement agissant parallèlement au plan de la fissure et perpendiculairement au front de fissure;
- III () — , .
Comme nous pouvons le voir, le rasage conventionnel comporte de nombreux aspects complexes qui nécessitent un examen détaillé pour une meilleure compréhension, comme le prétendent les scientifiques eux-mêmes.
Pour cela, ils ont mené cette étude, dans laquelle l'objet d'étude était des lames en acier inoxydable martensitique. L'analyse au microscope électronique à balayage (SEM / SEM) et par diffraction par rétrodiffusion électronique (EBSD) a révélé leur matrice de martensite à lattes ( 1A ) avec des carbures distribués de manière non uniforme (en médaillon à 1A ). Nous avons également mesuré les valeurs de dureté à moins de 70 μm de la pointe (la valeur moyenne était de 8,7 ± 0,7 GPa). La variabilité de cet indicateur est causée par la présence de carbures, d'austénite conservée et de l'hétérogénéité de la sous-structure martensitique.
Pour mesurer l'évolution de l'usure de la lame dans des conditions de rasage réelles, des essais étape par étape de cartouches de rasoir jetables (échantillon 1 dans l'image ci-dessous) ont été réalisés, en suivant différentes zones avec un SEM après différentes étapes d'utilisation (vidéo n ° 1).
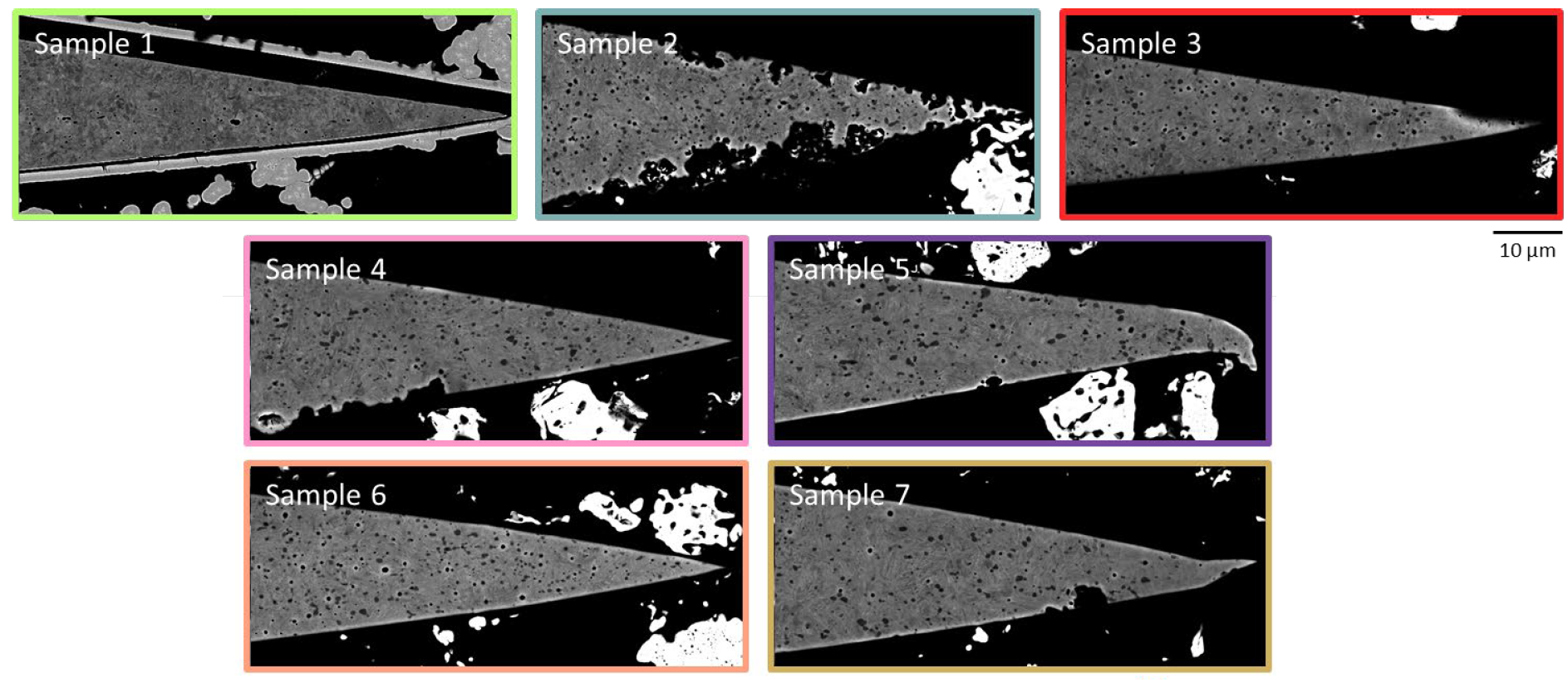
Tests d'usure par étapes (après 1, 5 et 10 rasages).
Ensuite, une détermination quantitative du taux moyen d'usure de la lame le long du bord tranchant a été réalisée en utilisant une analyse d'image. Le taux d'usure est faible: 12 Nm 3 / Nm après 5 rasages et 13 Nm 3 / Nm après 10 rasages. Cependant, ces tests ont révélé un écaillage le long de l'arête vive ( 1C ). Bien que les lames de rasoir soient tranchantes et plates au niveau macro, elles sont «plus rugueuses» à l'échelle micro, même lorsqu'elles ne sont pas utilisées ( 1C-1 ). C'est à partir de ces irrégularités lors du rasage que proviennent les microfissures ( 1C-2 ). De toutes les saillies, même si elles ne sont peut-être même pas les plus grandes, seule une petite partie d'entre elles forme des fissures.
Ces microfissures se propagent initialement perpendiculairement au bord ( 1C-2 ) puis se déforment dans leur direction, formant la géométrie de clivage finale ( 1C-3 ).
Des traces de déformation ( 1C-2 ) montrent que la partie de l'arête vive appartenant au clivage généré se courbe hors du plan lorsque la direction de la microfissure change. La présence de piqûres dans la surface de fracture résultante indique que la structure de martensite présente une déformation plastique avant la fracture. En revanche, les revêtements durs présentaient des caractéristiques de fracture fragile suite à la flexion du substrat.
Pour mieux comprendre l'évolution de ce procédé avant d'activer d'autres types de fractures (fatigue, corrosion et usure), 25 tests SEM ont été réalisés en phase de microdéformation à l'aide de clips pouvant maintenir une lame d'un côté et un ou plusieurs cheveux de l'autre (image # 2 et vidéo numéro 2).

Image n ° 2
Expérience sur le rasage de poils individuels en utilisant SEM.
Le fait de rendre la lame plus réaliste en inclinant la lame de 21 ° dans la direction de rasage ( 2B ) a entraîné une composante de force inégale et à son tour une déformation plastique et un écaillage dans plusieurs cas ( 2C ).
Des tests utilisant des poils de diamètres différents nous ont permis de conclure que la taille du décolleté ne dépend pas du diamètre des cheveux, ni du nombre de poils successivement coupés, ni de l'angle de coupe.
La même partie de l'arête vive peut couper plusieurs poils à différents angles g ( 1B ) sans provoquer de déformation visible jusqu'à ce que la lame commence soudainement à se casser (vidéo ci-dessous).
Expérience sur le rasage de plusieurs poils en utilisant SEM.
Il a également été constaté que l'écaillage se produit le plus souvent sur les bords des cheveux. Par exemple, un seul cheveu peut créer deux clivages sur une lame, chacun commençant à une extrémité des cheveux ( 2C ).
De plus, les puces s'étendent généralement au-delà de la région fortement déformée de ~ 5 μm près de la pointe de la lame ( 1C ). Par conséquent, le phénomène observé n'est pas lié aux effets provoqués par le rodage.
La comparaison des images SEM de deux variantes d'expériences (étape par étape avec hydratation des cheveux et permanente avec cheveux secs) montre un mécanisme de destruction identique dans les deux cas (à l'exception d'une augmentation de l'intensité de la destruction dans le premier cas).
En outre, une modélisation tridimensionnelle par la méthode des éléments finis a été utilisée pour déterminer le rôle des irrégularités et la direction de la charge appliquée sur la déformation et l'écaillage ( 3A - 3C ).

Image n ° 3 L'
acier martensitique a été modélisé comme un matériau élastoplastique isotrope homogène avec une limite d'élasticité d'environ 1690 MPa. Des évidements (fentes / encoches / encoches) y ont été ajoutés avec une taille déterminée par analyse SEM (par exemple, 1C-1 ). Cela a permis de reproduire l'état extrême d'inégalité le long du bord tranchant, et de simuler la contrainte de coupe sur la lame comme une adhérence de surface uniformément répartie (50 MPa) agissant d'un seul côté ( 3A ).
La première simulation s'est concentrée sur la localisation de la rainure avec l'intensité de contrainte la plus élevée par rapport à la direction de la contrainte appliquée.
Comme on le voit en 3B , une indentation directe des cheveux (tension superficielle 0 °) provoque une augmentation des contraintes au niveau des indentations en contact avec les cheveux, mais ces valeurs ne sont pas suffisamment élevées pour favoriser la déformation plastique. En revanche, le rasage des cheveux à un angle crée des valeurs de contrainte plus élevées dans la région de la lame en contact avec les cheveux, avec une contrainte maximale dans la dépression qui entre en contact avec le bord des cheveux.
L'analyse des contraintes en fonction de l'angle d'adhésion à la surface ( 3C ) a montré:
- , ( 8.5°);
- , , ;
- , , ;
- , .
Ces résultats de simulation sont en parfait accord avec les expériences, confirmant leur exactitude. Cependant, il y avait encore des divergences: des microfissures et des éclats dans les expériences ont été observés à un angle inférieur à celui de la simulation.
Pour clarifier cette différence, les scientifiques ont émis l'hypothèse d'un processus liant l'hétérogénéité de la structure martensitique à lattes de l'aube à une augmentation de la sensibilité aux microfissures ( 3D - 3H ). Le modèle a été adapté pour calculer le taux de restitution d'énergie d'une fissure latérale intercouche dans une plaque semi-infinie bimatière mince d'épaisseur constante pour fracture mixte (type II + type III), la fissure se propageant potentiellement le long de l'interface entre les deux matériaux ( 3D). De plus, une contrainte de 50 MPa a été appliquée, en changeant en parallèle la direction de la charge entre le mode pur II et le mode pur III. Dans ce cas, les matériaux ont été considérés avec le même coefficient de Poisson (0,3), mais des modules de Young différents.
En conséquence, il a été constaté que la libération d'énergie augmente avec le passage du mode II au mode III. La modification des modules de Young de deux matériaux tout en conservant leurs constantes de valeur moyenne provoque un décalage vertical de la courbe de taux de libération d'énergie. Cela suggère que pour deux matériaux différents, la probabilité de propagation de fissures sera beaucoup plus élevée que pour un matériau homogène avec des propriétés similaires.
Ensuite, les scientifiques ont mené une autre série de modélisation paramétrique tridimensionnelle pour analyser le taux de libération d'énergie au sommet d'un seul évidement dans l'aube, en tenant compte de la géométrie de l'aube (une augmentation d'épaisseur devant l'évidement lui-même) et avec différentes directions de propagation des fissures ( 3E - 3H ). Un ou deux matériaux différents ont été utilisés sur les côtés opposés de la rainure.
Mesure de la force nécessaire pour couper un seul cheveu.
Le taux de libération d'énergie pour une fissure se propageant le long de sa direction d'origine (q = 0 °) augmente à mesure que la composante de contrainte du mode III ( 3F ) augmente . Le taux de libération d'énergie dépend également de la direction de propagation des fissures ( 3G ). La direction critique correspondant au taux maximal de libération d'énergie dépend à la fois de la direction de la charge et de la combinaison de matériaux ( 3H ).
Lorsqu'une charge est appliquée à un matériau mou adjacent à un matériau dur (C et S sur le diagramme, respectivement) avec une dépression intercouche, la fissure est plus susceptible de se propager que dans la configuration opposée. L'angle critique de propagation des fissures dans cette situation sera également plus petit ( 3G ).
De plus, les microfissures provenant d'un bord vif se propagent sous un angle par rapport à l'axe de la lame (axe z en 3E ), en s'écartant vers la zone d'application de la charge.
Ce chemin de propagation est déterminé par la composante asymétrique de l'effort, qui contribue à la flexion de la fissure par rapport à son plan d'origine, et la géométrie de l'aube dont l'épaisseur augmente selon l'axe de l'aube.
Répartition des contraintes dans la lame à différents angles de rasage.
Si l'on suppose que l'énergie de surface du matériau est constante, alors les pertes d'énergie dues à la propagation de la fissure le long de cet axe seront plus importantes que lorsque la fissure se propage dans le sens d'épaisseur constante (ou moins croissante). Si la propagation se poursuit le long de cet axe, cela conduira à une grande zone de propagation par unité de longueur. Pour la même raison, la fissure finit par se retourner vers le bord tranchant de la lame, formant un éclat.
Pour confirmer les effets mécanistes de l'hétérogénéité microstructurale prédits par les résultats analytiques et numériques, des expériences de rasage des cheveux ont été réalisées. Dans ces expériences, un microscope à balayage et un faisceau d'ions focalisé ont permis une vue détaillée de la microstructure lors de la déformation. Les lames utilisées dans l'expérience ont été partiellement fraisées, créant ainsi un contraste entre la matrice martensitique et les carbures, permettant de révéler les mécanismes d'endommagement (photos ci-dessous).

Microscopie d'une lame semi-fraisée.
Des expériences ont montré que les microfissures provenaient généralement des interfaces entre la martensite et le carbure, qui bordent les irrégularités (de gauche à B) et lorsque les cheveux étaient en contact avec le composant de lame le plus malléable. Les microfissures se propagent alors sous un angle, provoquant une décohésion à plusieurs interfaces carbure-matrice ou une fissuration du carbure (droite à B), ainsi qu'une microplasticité dans les régions martensitiques entre elles.
L'ensemble des résultats de modélisation, de calculs et d'expériences suggère que le rasage peut provoquer l'initiation de dommages, leur croissance et leur coalescence * (sous forme de copeaux) dans l'acier martensitique à lattes. Il est également devenu clair que les puces apparaissent plus tôt que les autres types de dommages.
Coalescence * - fusion de particules à la surface d'un corps (dans ce cas) ou à l'intérieur d'un milieu en mouvement (gaz, liquide).
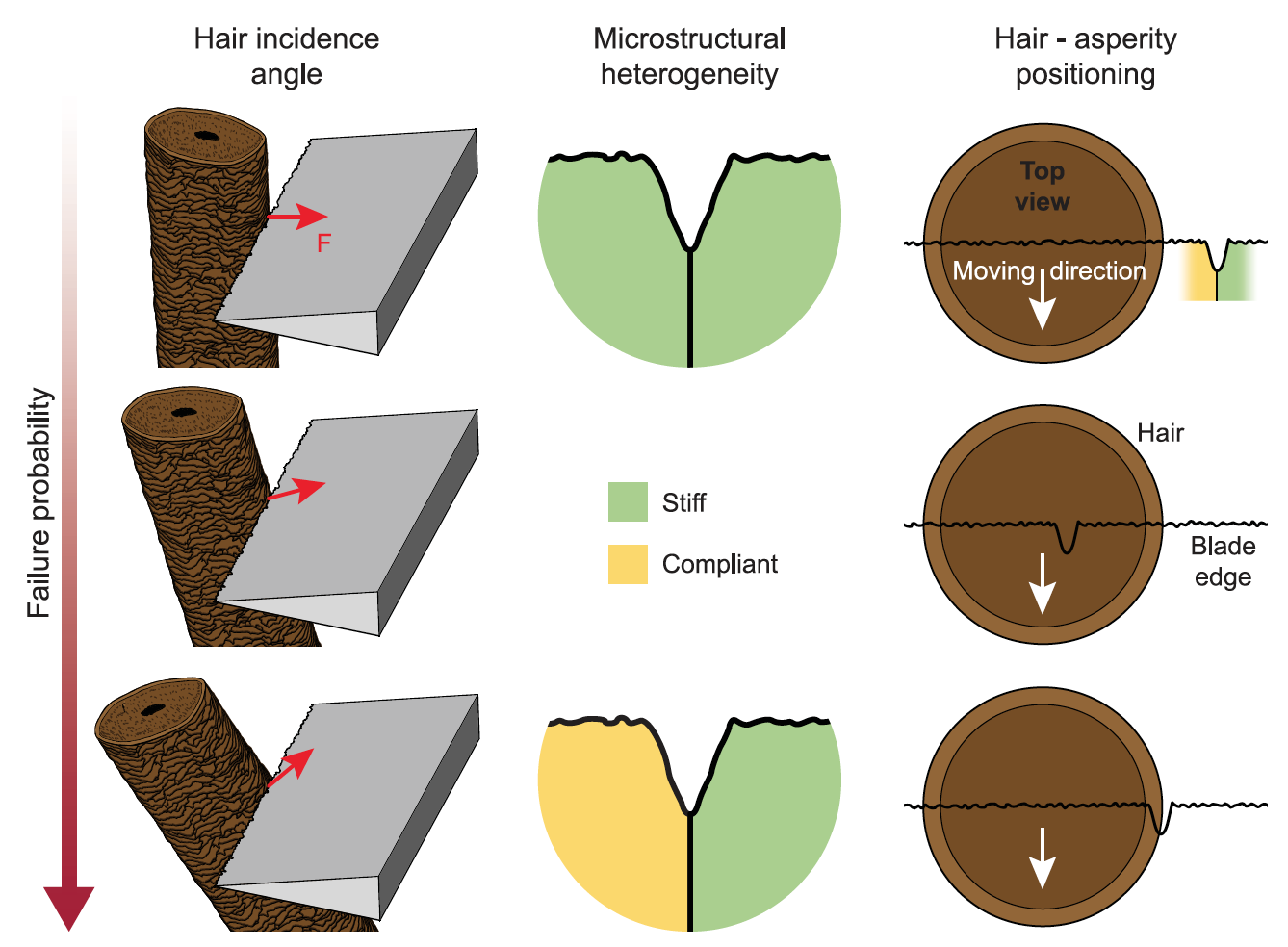
Image # 4
Ce processus nécessite une combinaison de plusieurs facteurs pour sa mise en œuvre (image ci-dessus):
- un niveau de flexion des cheveux suffisant pour créer des contraintes avec une composante significative de type III;
- causée par des irrégularités de traitement sur le bord de la lame avec des composants microstructuraux avec des propriétés assez différentes de chaque côté;
- les cheveux sont positionnés de telle sorte que le point extrême soit aligné avec l'inégalité ci-dessus (afin de maximiser la tension) et soit en contact avec le côté contenant le composant le plus souple.
Étant donné que de telles conditions sont extrêmement rares en même temps, il devient clair pourquoi les rasoirs conventionnels ne conviennent pas pour le rasage non immédiatement (après la première utilisation), mais après un certain nombre de cycles de rasage.
Pour une connaissance plus détaillée des nuances de l'étude, je vous recommande de consulter le rapport des scientifiques et des éléments supplémentaires .
Épilogue
Le fait que les rasoirs deviennent ternes après un certain nombre de rasages est bien connu et compris. Cependant, dans ce travail, les scientifiques ont décidé d'examiner en détail les plus petits processus qui se produisent lors de l'usure des lames de rasoir. Ce travail ne concerne pas tant les rasoirs que les alliages et autres matériaux utilisés dans différentes industries pour couper quelque chose. Pour savoir ce qui cause des dommages au matériau, vous pouvez trouver un moyen de l'éviter.
Les scientifiques ont noté que les lames sont plus sujettes à l'écaillage si la microstructure de l'acier n'est pas uniforme. Bien entendu, l'angle de contact des lames avec les poils, ainsi que les défauts de microstructure des lames, jouent également un rôle important dans la formation de fissures.
Curieusement, l'usure réelle des lames de rasoir en acier n'a pas beaucoup augmenté au cours des expériences. Les lames sont restées tranchantes pendant longtemps, mais des éclats se sont formés sur leurs bords, ce qui perturbe les «performances» des rasoirs. Dans ce cas, les puces ne se sont formées qu'à certains endroits, c'est-à-dire sous certaines conditions: lorsque la lame était en contact avec les cheveux en biais, lorsque l'acier de la lame n'était pas de composition uniforme, et lorsque les cheveux étaient en contact avec la lame à un endroit où son hétérogénéité était plus élevée.
La conclusion principale est assez simple: les rasoirs deviennent ternes en raison de l'hétérogénéité de leur composition. Les cheveux sont beaucoup plus doux que l'acier, mais l'acier utilisé dans les lames est une sorte de matériau composite, ce qui réduit considérablement sa résistance et sa résistance aux dommages. En réduisant l'hétérogénéité du matériau, ses propriétés mécaniques peuvent être considérablement améliorées.
À l'avenir, les scientifiques ont l'intention de poursuivre leurs recherches, ainsi que d'en commencer une nouvelle, dans laquelle ils chercheront de nouvelles «recettes» pour les lames en acier, qui seront par la suite beaucoup plus durables, plus tranchantes et plus solides que les actuelles.
Merci pour votre attention, restez curieux et passez une bonne semaine de travail, les gars. :)
Un peu de publicité
Merci de rester avec nous. Aimez-vous nos articles? Vous voulez voir du contenu plus intéressant? Soutenez-nous en passant une commande ou en recommandant à des amis, Cloud VPS pour les développeurs à partir de 4,99 $ , un analogue unique des serveurs d'entrée de gamme que nous avons inventé pour vous: Toute la vérité sur VPS (KVM) E5-2697 v3 (6 cœurs) 10 Go DDR4 480 Go SSD 1 Gbps à partir de 19 $ ou comment diviser correctement le serveur? (options disponibles avec RAID1 et RAID10, jusqu'à 24 cœurs et jusqu'à 40 Go de DDR4).
Le Dell R730xd 2x est-il moins cher dans le centre de données Equinix Tier IV à Amsterdam? Seulement, nous avons 2 x Intel TetraDeca-Core Xeon 2x E5-2697v3 2,6 GHz 14C 64 Go DDR4 4x960 Go SSD 1 Gbps 100 TV à partir de 199 $ aux Pays-Bas!Dell R420 - 2 x E5-2430 2,2 GHz 6C 128 Go DDR3 2 x 960 Go SSD 1 Gbps 100 To - À partir de 99 $! Lisez à propos de Comment construire l'infrastructure de bldg. classe avec les serveurs Dell R730xd E5-2650 v4 au coût de 9000 euros pour un sou?